GB/T 4334-2020最新标准金属和合金的腐蚀 奥氏体及铁素体-奥氏体(双相)不锈钢晶间腐蚀试验方法
范围
本标准规定了奥氏休及铁索休-奥氏体( 双相)不锈钢品间腐蚀试验方法的试样、试验溶液、试验仪器和设备 试验条件和步骤 试验结果评定及试验报告等内容。
本标准适用千检验奥氏体不锈钢 及铁素体-奥氏体双相不锈钢 (以下简称双相不锈钢)的晶间腐蚀倾向。 包括以下试验方法:
a) 方法A,10%草酸没蚀试验方法检验奥氏体不锈钢晶间腐蚀的筛选试验,试样在JO%草酸溶液中电解没蚀后,在显微镜下观察被浸蚀表而的金相组织,以判定是否盂要进行方法B、方法C、方法E等长时间热酸试验。 在不允许破坏袚测结构件和设备的情况下,也可以作为独立的品间腐蚀检验 方法。
b) 方法且50%硫酸-硫酸铁腐蚀试验方法 将吴氏体不锈钢狸于50%硫酸-硫酸铁溶液中经煮沸试验后,以腐蚀速率评定品间腐蚀倾向。
c) 方法C,65%硝酸腐蚀试验方法 将奥氏体不锈钢甡于65%硝酸溶液中经煮沸试验后,以腐蚀速率评定品间腐蚀倾向。
d)方法E : 铜-硫酸铜-16%硫酸腐蚀试验方法 将奥氏休不锈钢、双相不锈钢罚于铜-硫酸铜-16%硫酸溶液中经煮沸试验后,用弯曲法或金相法判定晶间腐蚀倾向。
e) 方法F: 铜-硫酸铜-35%硫酸腐蚀试验方法 将奥氏体不锈钢双相不锈钢雀于铜-硫酸铜-35%硫酸溶液中经煮沸试验后,用弯曲法或金相法判定晶间腐蚀倾向。
f) 方法G:4 0%硫酸-硫酸铁腐蚀试验方法 将奥氏体不锈钢、双相不锈钢优于40%硫酸-硫酸铁溶液中经煮沸试验后,用弯阱法或金相法判定品间腐蚀倾向。 本标准的附录C以表格形式给出了各试验方法的特点, 附录D给出了 方法E、方法F 方法G的应用。 本标准中各试验方法不适用于用来预测不锈钢在其他介质条件下的抗晶间腐蚀性能,也不适用于 预测不锈钢对其他腐蚀形式(如点蚀、均匀腐蚀、应力腐蚀等)的耐蚀性能。
2 规范性引用文件
3 试样
3.1 取样及制备
3. 1. 1 压力加工钢材的试样从同一炉号 、同一规格和同一热处理批次的钢材中取样。
3.1.2 铸件试样按GB/T2100规定,从同一炉号钢水浇注的试块 中取样。 含稳定化元素钦的钢种,有该炉号最末浇注的试块中取样。
3.1.3 焊管试样从同一炉号、同一规格和同一热处理批次的焊管中取样。
3. 1.4 焊接试样从与产品钢材相同且焊接工艺也相同的试块上取样。
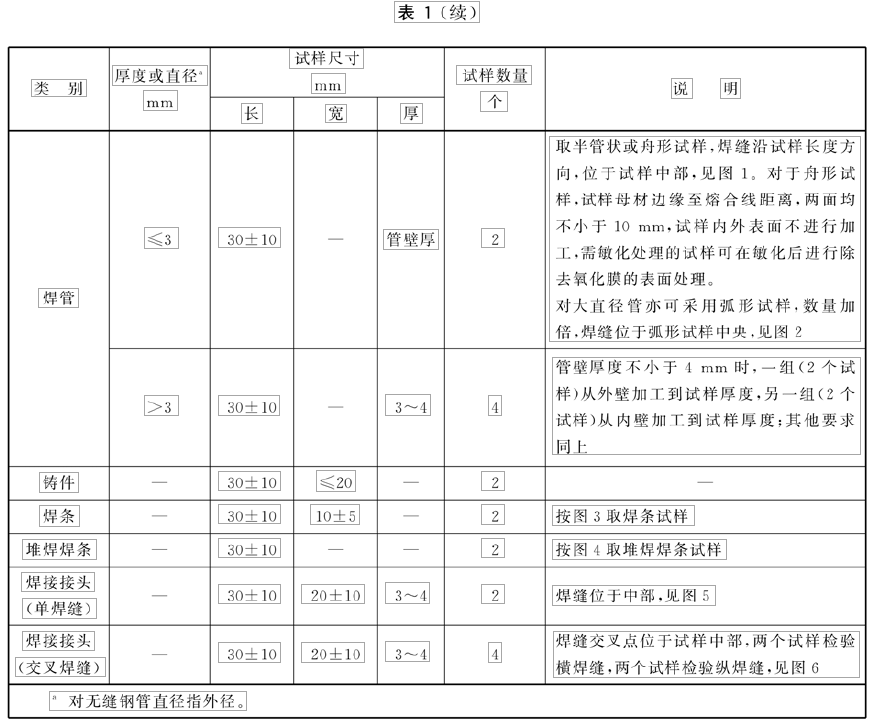
3.1.5 试样表而宜接近产品原始表而状态。 对于有焊接接头的试样应尽可能包括母材、热影响区以及 焊接金屈的 表而。 用方法A判定凹坑组织时应检验断而。方法B、方法C试样尺寸及制备要求见 表1, 单个试样总表面积应不小于5 cm2 , 方法E、方法F、方法G试样尺寸及制备要求见表2。
3.1.6 试样采用机加丁进行切取,如用剪切或其他方法时应通过切削或研磨的方法除去剪切的影响部分。
3.1.7 方法A试样被检查的表面应抛光,以便进行腐蚀和显微组织检验。
3.1.8 方法B、方法C、方法E、方法F、方法G试样上有氧化皮时,要通过切削或研磨的方式除去。 需 要敏化处理的试样,应在敏化处理后进行研磨。 不能进行研磨的试样,可以进行酸洗,表面不能过酸洗。 不能进行研胎或酸洗处理的试样,热处理时,表面不能氧化。
3.1.9 方法B、方法C 、方法E 、方法F、方法G试样切取及表面磨制过程中应防止表面过热,加工后的试样表而粗糙度Ra俏一般应不大于0.8µm。 对无法精磨的试样,根据双方协议也可以采用其他 表而 粗糙度。 表1 方法B、方法C试样尺寸及制备要求